
Gomazko hodiakbeste hodiekiko bereizgarria da bere kautxu-edukiagatik, hau da, elastomero bat, erresistentzia eta iraunkortasun handikoa baita luzatzeko eta deformatzeko gai dena betiko kaltetu gabe. Hau, batez ere, bere malgutasunari, urratzeko erresistentziari, erresilientziari eta egonkortasun termikoarengatik gertatzen da.
Gomazko hodiak bi prozesuetako bat erabiliz ekoizten dira. Lehenengo metodoa mandril bat erabiltzea da, non gomazko zerrendak hodi baten inguruan bildu eta berotzen diren. Bigarren prozesua estrusioa da, non kautxua trokel baten bidez behartzen den.
NolaGomazko hodiakEgina dago?
Mandrilaren Prozesua
Gomazko Roll
Mandrilaren prozesua erabiliz gomazko hodiak fabrikatzeko erabiltzen den kautxua gomazko banden erroiluetan ekoizten da. Hodien hormen lodiera xaflen lodieraren arabera zehazten da. Hodiaren kolorea erroiluen kolorearen arabera zehazten da. Kolorea beharrezkoa ez den arren, gomazko hodien sailkapena eta azken erabilera erabakitzeko metodo gisa erabiltzen da.

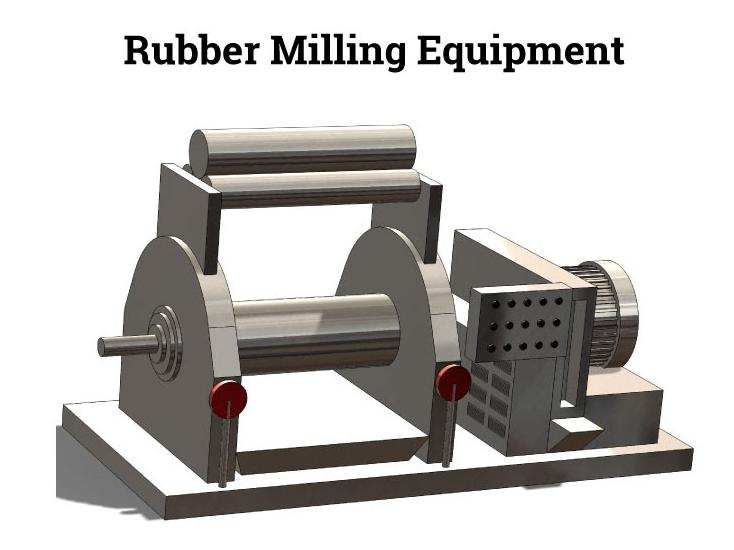
Fresatzea
Ekoizpen-prozesurako kautxua malgugarria izan dadin, goma-zerrendak berotzen dituen errota batetik igarotzen da, kautxua leundu eta leuntzeko, ehundura uniformea izan dezan.
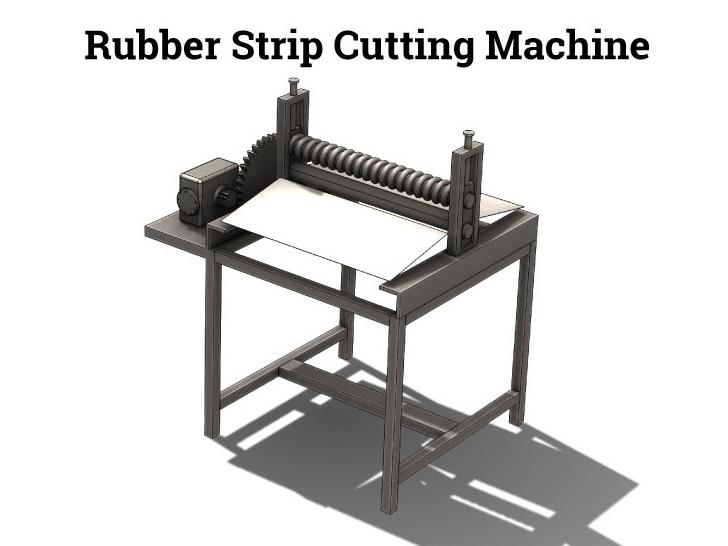
Ebaketa
Goma biguna eta malgua, ebaketa-makina batera eramaten da, eta zabalera bereko zerrendatan mozten da, egin beharreko gomazko hodiaren tamainaren zabalera eta lodiera egokitzeko.
Mandrila
Mozketan sortu diren zerrendak mandrilera bidaltzen dira. Zerrendak mandrilaren gainean bildu aurretik, mandrila lubrifikatu egiten da. Mandrilaren diametroa gomazko hodiaren zuloaren neurri zehatzak dira. Mandrilak biratu ahala, gomazko zerrendak bere inguruan inguratzen dira erritmo berdinean eta erregularrean.

Biltzeko prozesua errepikatu daiteke gomazko hodiaren nahi den lodiera lortzeko.
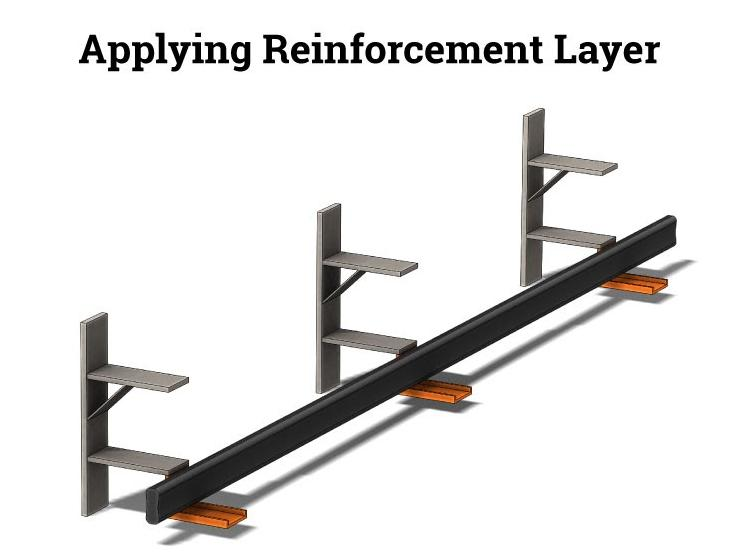
Errefortzu-geruza
Hodiak lodiera zehatza lortu ondoren, gomaz estalitako erresistentzia handiko material sintetikoz egindako indargarri geruza gehitzen da. Geruzaren hautaketa gomazko hodiak jasan dezakeen presioaren arabera zehazten da. Zenbait kasutan, indar gehigarrirako, errefortzu-geruzak alanbrea izan dezake.
Azken Geruza
Kautxua kentzeko azken geruza bere kanpoko estalkia da.

Zintaketa
Gomazko banden geruza guztiak aplikatu ondoren, osaturiko hodiaren luzera osoa nylonezko zinta hezean bilduta dago. Zinta txikitu eta materialak elkarrekin konprimituko ditu. Zintaren biltzearen emaitza hodiaren kanpoko diametroan (OD) akabera testuratua da, hodiak erabiliko diren aplikazioetarako aktibo eta onura bihurtzen dena.
Vulkanizazioa
Mandrilaren hodiak autoklabe batean jartzen dira kautxua sendatzen duen bulkanizazio-prozesurako, eta horrek elastiko bihurtzen du. Bulkanizazioa amaitutakoan, uzkurtutako nylonezko zinta kentzen da.

Mandriletik kentzen
Hodiaren mutur bat ondo itxita dago presioa sortzeko. Hodietan zulo bat egiten da ura ponpatzeko, gomazko hodiak mandriletik bereizteko. Gomazko hodiak erraz irristatzen dira mandriletik, muturrak moztuta ditu eta nahi diren luzeretara mozten da.
Estrusio metodoa
Estrusio-prozesuak kautxua disko itxurako trokel baten bidez behartzea dakar. Estrusio-prozesuaren bidez egindako gomazko hodiek bulkanizatu gabeko gomazko konposatu leun bat erabiltzen dute. Metodo hau erabiliz ekoitzitako piezak bigunak eta malguak dira, eta estrusio prozesuaren ondoren bulkanizatu egiten dira.
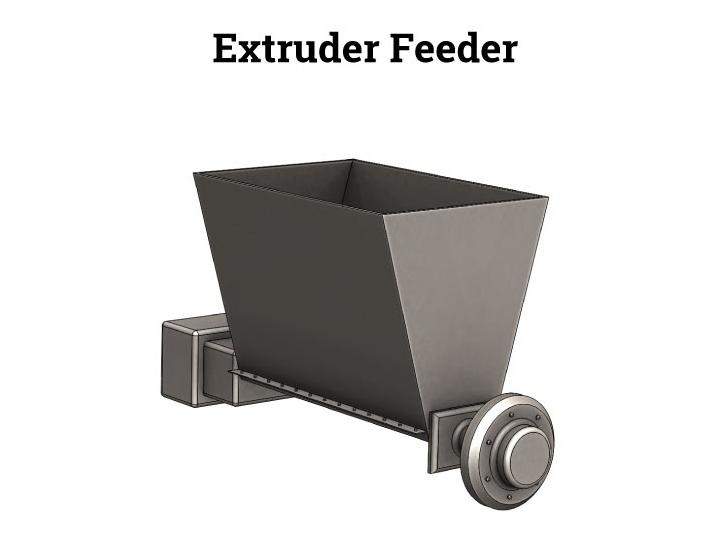
Elikadura
Estrusio-prozesua gomazko konposatua estrusorean sartuta hasten da.
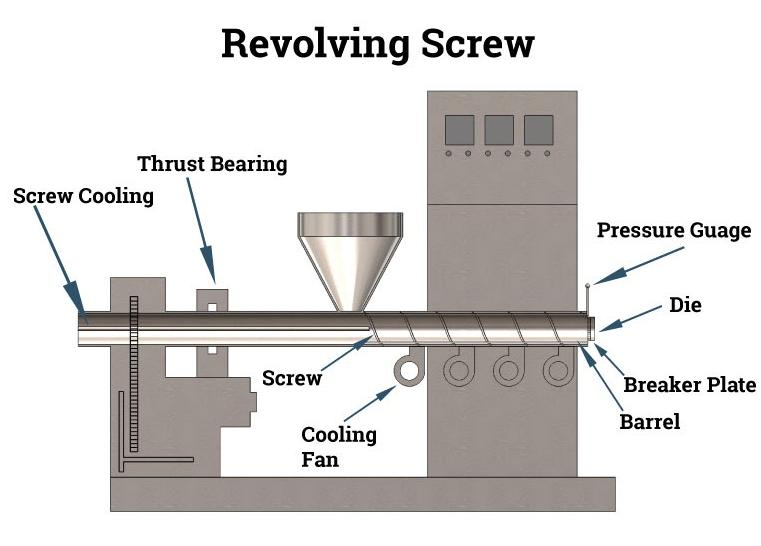
Torloju birakaria
Gomazko konposatuak elikaduratik irteten dira poliki-poliki eta trokelera mugitzen duen torlojura elikatzen da.
Gomazko hodiak
Gomazko lehengaia torlojuaren bidez mugitzen den heinean, trokel baten bidez behartzen da hodiaren diametroaren eta lodieraren proportzio zehatzetan. Kautxua trokelera hurbildu ahala, tenperatura eta presioa handitzen dira, eta horrek estrusorearen materiala puztu egiten du konposatu motaren eta gogortasunaren arabera.

Vulkanizazioa
Estrusio-prozesuan erabiltzen den kautxua bulkanizatu gabe dagoenez, bulkanizazio-motaren bat jasan behar du estrusoretik igaro ondoren. Sufrearen tratamendua bulkanizaziorako jatorrizko metodoa izan bazen ere, fabrikazio modernoak beste mota batzuk garatu ditu, besteak beste, mikroware tratamenduak, gatz-bainuak edo beste hainbat berokuntza-modu. Prozesua beharrezkoa da amaitutako produktua uzkurtzeko eta gogortzeko.
Bulkanizazio edo ontze prozesua beheko diagraman ikus daiteke.
Argitalpenaren ordua: 2022-ko abuztuaren 25a